|
|
|
Qui peut s'en rappeler? |
La programmation de la premičre machine AGIECUT était une
vraie aventure. Il faut toujours tenir présent que tout ceci se passait dans
les années 1969/70, quand aucun calculateur, qu'il soit de table ou de poche,
était disponible pour calculer des fonctions trigonométriques ou d'autres
fonctions nécessaires ou utiles pour la programmation de machines outils ŕ
contrôle numérique.
Dans ces années, AGIE disposait déjŕ d'un centre de calcul, avec une machine
nommée tabulatrice, qui, au moyen de cartes perforées de 80 colonnes, une
machine pour sélectionner des cartes ayant certaines propriétés, et une
imprimante immense, était utilisée pour produire des documents nécessaires
dans la fabrication, le contrôle de l'inventaire et d'autres applications de la
męme nature. Les "programmes" étaient introduits au moyen de
panneaux, reliant des régions avec d'autres par des câbles, pour exécuter
certaines fonctions répétitives. Cette machine ne pouvait exécuter que les
fonctions arithmétiques de base, des calculs supérieurs n'étaient pas
disponibles.
Les premiers programmes pour les DEM-15 devaient donc ętre calculés ŕ la
main, tout au début ŕ l'aide de rčgles ŕ calculer, ŕ la suite avec des
tabelles trigonométriques et logarithmiques, bien évidemment avec une
précision extręmement limitée.
|
|
|
Qui peut s'en rappeler? |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Les premičres machine ne pouvaient ętre programmées qu'au
moyen du AGIECODE. Il s'agissait d'un code conçu uniquement pour le contrôleur
AGIEMERIC NBY-15, trčs compacte mais aussi avec des fonctions trčs limitées.
D'autre part il était trčs simple ŕ apprendre et on pouvait perforer la
codification sur des appareils mécaniques.
des circuits imprimés particuliers, qui devaient ętre insérées dans
l'armoire ŕ la place du circuit pour l'AGIECODE, permettaient de programmer la
machine aussi dans les codes ISO (ASCII) ou EIA.
 |
|
L'AGIECODE original |
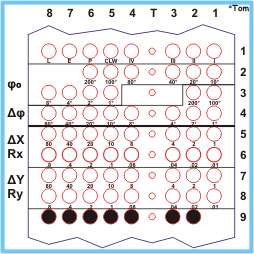
L'AGIECODE était un code BCD, pour la codification binaire
des décimales. Les valeurs désirés pour un déplacement devaient ętre
perforés en cumulant les valeurs de base assignés ŕ chaque trou su la grille.
Si p.ex. on désirait exécuter un mouvement de 107.25 mm en direction des X, il
fallait apporter une perforation dans la ligne 5, canaux 8 & 6 (80 + 20 mm),
ainsi que dans les canaux 3 & 2 & 1 (4 + 2 + 1 mm), auxquels il fallait
ajouter les perforations dans le canal 6 (0.2 mm) et dans les canaux 3
& 1 (0.04 + 0.01 mm) de la ligne 6.
Le nombre de lignes d'informations était toujours constante, c.-ŕ-d. 9 lignes,
qui devait toujours ętre maintenu. Si des perforations de correction, la
perforation de tous les 8 canaux était faite, ceci devait ętre additionné au
nombre physique de lignes par bloc ou incrément.
La premičre ligne d'un bloc contenait les informations de
base pour le mouvement qui devait ętre exécuté, c.-ŕ-d. s'il s'agissait d'un
incrément linéaire ou circulaire, s'il devait ętre exécuté avec ou sans
érosion, s'il s'agissait du dernier bloc d'informations du programme, etc.
Si le canal 8 de la premičre ligne était perforé, le mouvement était
exécuté linéairement et il fallait encore indiquer par une perforation dans
les canaux 1, 2, 3 ou 4, pour déterminer la direction de cette droite. Cette
direction était indiquée avec le quadrant dans lequel le mouvement était
désiré, oů le quadrant 1 correspondait ŕ "vers le haut et ŕ
droite", avec les valeurs X et Y positifs, quadrant 2 ŕ "vers le haut
et ŕ gauche", avec la valeur X en négatif et Y en positif, etc.
Si le canal 8 de la premičre ligne n'était pas perforé, le mouvement était
exécuté comme arc de cercle, en sens contre les aiguilles de la montre (CCW ou
CCLW)
si le canal 5 de la premičre ligne n'était pas perforé en męme temps. Si ce
trou était présent, l'arc circulaire était produit dans le sens des aiguilles
de la montre (CW ou CLW). Pour un arc circulaire, les canaux de 1 ŕ 4 ne pouvaient pas
ętre perforés en męme temps.
Avec une perforation dans le canal 7 de la premičre ligne on pouvait faire
exécuter le mouvement sans érosion, c.-ŕ-d. en positionnement, p.ex. pour se
positionner au prochain point de début de contour ou pour reculer dans la coupe
déjŕ exécutée. Ces mouvement étaient toujours exécutés avec un courant de
référence, pour éviter des collisions avec des parties de la machine.
Si le bloc ou incrément était le dernier du programme ou d'une ouverture, ceci
était indiqué par un trou dans le canal 6 de la premičre ligne du bloc.
Les lignes 2 et 3 étaient utilisées pour indiquer l'angle de départ, Phi zéro (φş), pour un arc de cercle. Cet angle devait toujours ętre indiqué dans le męme sens de rotation du cercle męme, par rapport ŕ l'axe des X positif. Comme indiqué plus haut, ces angles ne pouvaient ętre indiqués que dans des pas de 1°. Comme pour les incréments linéaires, la valeur effective des angles devait ętre indiquée par la combinaison de plusieurs perforations, l'angle effectif résultant de la somme des perforations faites.
Les lignes 3 et 4 servaient pour l'indication de l'angle de travail, delta Phi (Δφ), d'un arc de cercle, avec les męmes rčgles que celles pour Phi zéro. S'il s'agissait d'un mouvement linéaire, les lignes 2, 3 et 4 d'un bloc ne contenaient aucune perforation.
Les lignes 5 et 6, ou 7 et 8, servaient pour indiquer soit la longueur en X et/ou Y d'un incrément linéaire (ΔX et ΔY), ou la valeur du rayon pour un arc de cercle. Le rayon des arcs circulaires devait toujours ętre indiqué deux fois, si les deux valeurs étaient différents, un arc d'ellipse était exécuté!
La derničre ligne d'un bloc ou incrément était toujours constituée des perforations dans les canaux de 2 ŕ 8, si le canal 1 était aussi perforé, ceci signifiait une perforation de correction.
Des corrections pouvaient aussi ętre faites sur des rubans déjŕ perforés. Ŕ cet effet, chaque programmeur disposait de petites ciseaux, la plupart des fois intégrées dans un petit couteau militaire Suisse, et d'un rouleau de bande adhésive. Par ces moyens, les perforations erronées pouvaient ętre recouvertes par un petit bout de bande adhésive, pour ajouter la bonne perforation ŕ la suite. Pour les premičres séries de l'armoire NBY-15, quand un lecteur de bandes électromécanique était encore utilisé, il suffisait de recouvrir les trous erronés, plus tard, avec l'emploi de lecteurs optiques, il fallait aussi introduire une petite rondelle de ruban, d'une perforation déjŕ faite.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|
Le premier perforateur |
 |
|
Le perforateur |
Les premiers appareils utilisés pour perforer les programmes
dans les rubans de 1" (25.4 mm) ŕ 8 canaux étaient extręmement simples
et primitifs.
Ils disposaient d'un seul poinçon et d'un ensemble d'une ou plusieurs lignes de
matrices et guides. Avec ces appareils il fallait utiliser des rubans oů la
perforation de transport était déjŕ faite, il fallait donc les commander
ainsi auprčs des fournisseurs. Les appareil étaient normalement des
combinaisons entre perforateurs et aides pour la connexion de deux parties de
ruban, avec un couteau qui coupait précisément entre deux perforations.
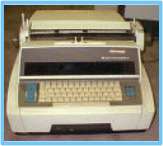
L'appareil montré dans l'image en haut ŕ droite n'est pas le tout premier
utilisé, celui-la ne disposait d'une seule ligne de 8 trous et ne disposait non plus
d'un dispositif de coupe.
Si deux ou plusieurs partes de ruban devaient ętre reliées, on pouvait
utiliser des étiquettes adhésives spéciales, qui étaient de quelques
dixičmes de millimčtre plus étroits des 25.4 mm du ruban męme, et qui
disposaient de plusieurs lignes de 8 trous, ceux-ci un peu plus grands que ceux
perforés dans le ruban. Ce fait facilitait le positionnement de l'étiquette
sur les deux parties de ruban.
Aprčs un certain temps, un appareil ŕ été trouvé sur le
marché, oů le ruban pouvait rester inséré, pour ętre avancé dans la prochaine
position de perforation ŕ l'aide d'une petite roue, qui garantissait un
positionnement précis.
Ŕ l'aide des huit touches du "clavier", les perforations nécessaires
pouvaient ętre produites. La premičre version de cet appareil disposait encore
d'une roue fixe, pour compter les lignes de programme, plus tard, une version
modifiée chez AGIE, avec une bague qui pouvait ętre tournée séparément de
la premičre, facilitait le contrôle du nombre de perforations déjŕ
apportées, surtout si une perforation de correction avait du ętre faite.
Quand on utilisait cet appareil il fallait faire attention ŕ ne pas perforer ŕ
travers des trous qui avaient déjŕ été corrigés ŕ l'aide de ruban
adhésif, la colle de de ce ruban s'accumulait dans le mécanisme et les
ressorts agissants sur le poinçons ne pouvaient plus les ramener dans la
position de repos.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Aprčs trčs peu de temps on a du se rendre compte que des maisons, qui disposaient déjŕ de machines ŕ contrôle numérique, programmées par des moyens existants, désiraient programmer et perforer cette information sur des rubans codifiés en code ISO (International Standardising Organisation), précurseur du code ASCII, ou en code EIA (Electronics Industry Alliance). Ŕ cause de ce fait, la DEM-15 devait aussi offrir la possibilité d'ętre programmée dans un de ces deux codes, puisque le AGIECODE ne pouvait pas ętre perforé su des appareil électromécaniques si non avec des modifications importantes ŕ l'appareil męme.
Pour permettre la lecture de programmes dans cette codification, deux circuits imprimés furent développés, qui allaient remplacer la carte pour l'AGIECODE pour que la machine puisse ętre utilisée avec la codification désirée.
Les codes ISO et EIA étaient développés pour une programmation avec la méthode avec tabulateurs, c.-ŕ-d. que chaque colonne contenait toujours les informations de la męme nature et que un bloc d'informations, nécessaire pour l'exécution d'un incrément linéaire ou circulaire, devait ętre constitué d'un nombre précis de tabulateurs.
 |
|
Un Teletype
ASR-33 |
 |
|
Un
Friden Flexowriter |
La premičre colonne était réservée pour le signe de début programme,
"%" en ISO ou "h"en EIA, et ne devait ętre perforée que
dans le premier bloc d'un programme ou segment de programme. La deuxičme
colonne était prévue pour le numéro de bloc ŕ trois chiffres, information
pas interprétée par la NBY-15 mais trčs utile pour le contrôle du programme.
La troisičme colonne servait ŕ indiquer le type de mouvement, droite (01) ou
arc circulaire en sens horaire (02) ou en sens anti-horaire (03). La prochaine
colonne servait pour indiquer l'angle de départ (φş)
d'un arc de cercle ou trois zéros pour un mouvement linéaire. La colonne no. 4
était pour l'angle de travail (Δφ) ou ŕ nouveau trois zéros pour un
segment de droite. Les prochaines deux colonnes servaient soit pour les
déplacements en X et Y (ΔX ou ΔY) pour une droite, avec signe correspondant
pour la direction, ou les valeurs du rayon d'un arc circulaire ou des deux
demi-axes pour un arc elliptique. La colonne no. 8 indiquait avec "01"
si le mouvement devait ętre exécuté avec érosion et avec "00". La
derničre colonne était réservée pour indiquer avec "02" la fin du
programme ou d'une partie de celui-ci. Chaque bloc était terminé par les
perforations de "retour chariot" et "avancement ligne".
Les programmes en ISO ou EIA était perforés au moyen d'appareils semblables ŕ
ceux montrés dans les images ci-dessus, il existait bien évidemment des
produits d'autres fabricants.
Ces appareil pouvaient aussi ętre utilisés pour copier des rubans déjŕ existants, quelques uns acceptaient męme des bandes perforées en AGIECODE. La duplication de la bande pouvait ętre interrompue ŕ n'importe quel endroit, pour pouvoir apporter des corrections lŕ oů nécessaire. Pendant l'exécution d'un double d'une bande, le contenu du programme, limité aux codes ISO et EIA, pouvait aussi ętre imprimé, pour disposer d'un document de contrôle.
Les codes ISO et EIA avaient comme seule différence la codification de l'informations en trous dans la bande, le code ISO disposant aussi d'une perforation de parité, qui servait ŕ l'armoire NBY-15 pour détecter d éventuels erreurs de perforation. Les programmes codifiés dans ces deux codes étaient bien évidemment plus longs de ceux en AGIECODE, mais avaient l'avantage de pouvoir ętre imprimés pour un contrôle, tandis que le AGIECODE devait ętre lu "ŕ l'śil" procédure trčs lente et imprécise.
Avec la longueur plus importante des rubans perforés, un dispositif de déroulement et enroulement de bande se rendait nécessaire. Ce supplément garantissait une tension constante avant et aprčs le lecteur, et était développé par une maison qui disposait déjŕ de l'expérience nécessaire. Avec l'emploi de ce dispositif, le ruban perforé devait toujours ętre enlevé du lecteur pour rembobiner la bande ŕ la fin du programme, męme plus tard, quand un lecteur optique remplaçait le premier lecteur électromécanique.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Les calculs qui devaient ętre exécutés étaient les męmes
pour tous les types de code, Comme indiqué plus haut, les tout premiers calculs
étaient faits ŕ l'aide de rčgles ŕ calcul, pour déterminer les fonctions
trigonométriques nécessaires.
Ça n'a pas duré longtemps pour que l'on reconnaissait que ce genre de calcul
n'était pas assez précis, il fallait donc passe ŕ un niveau supérieur, ŕ
cet époque représenté par les tabelles logarithmiques et trigonométriques.
Les livres contenant ces fonctions, conservés ŕ la fin du temps d'école,
n'avaient que une précision limitée ŕ 4 décimales, qui suffisait au début
mais pas pour des calculs plus sérieux. Aprčs de longues recherches on
trouvait des tabelles avec 6 ou 8 décimales (Foellmy?), qui semblaient ętre
suffisants aux calculs ŕ exécuter. Les tabelles logarithmiques contenues dans
le męme livre servaient pour calculer les racines carrées.
On peut donc s'imaginer le temps qu'il fallut pour calculer les incréments d'un programme męme pas trop complexe, ceci nécessitait beaucoup de patience, papier et crayons. Juste pour donner une idée, dans ces années on ne disposait pas encore des crayons avec des mines de 0.5 mm, il fallait aiguiser les crayons ŕ des intervalles réguliers.
Les calculs les plus complexes étaient ceux pour l'approximation des fractions de degrés, soit pour les angles de départ, soit pour ceux de travail. Cette méthode avait été conçue par un des programmeurs, et consistait ŕ exécuter les fractions de degré par un autre rayon, calculé avec une série d'opérations, qui devait produire le chemin avec un arc circulaire d'un degré. Dans des cas particuliers, oů le rayon calculé par cette méthode devenait trop petit pour les corrections qui devaient ętre utilisées, un degré était "piqué" de l'arc nominal, pour créer un arc plus grand, toujours avec un degré. Aprčs un certain temps, ŕ l'aide du premier calculateur disponible dans le département de programmation, des tabelles étaient calculées, pour déterminer la précision atteinte dans différentes situations et s'il était mieux d'augmenter ou de réduire le rayon nominal.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|
L'Olivetti
P-101 |

|
|
Une carte mémoire de |
En 1965, un calculateur produit par la maison Italienne
Olivetti faisait son apparition sur le marché. Il s'agissait de la Programma
101, oů tout bričvement P-101. Le premier calculateur de ce modčle fut
acheté vers la fin 1969 ou aux débuts de 1970.
Ce calculateur était le vrai précurseur des ordinateurs personnels (PC), qui
pouvait ętre placé sur une table, bien que de dimensions assez élevées.
Cette machine était programmable et pouvait exécuter les quatre
opérations de base et de créer la valeur absolue.
Les opérations répétitives pouvaient ętre mémorisées sur des cartes magnétiques, qui avaient la capacité de mémoire de 120 pas de programme. La séquence des opérations était introduite par un clavier, qui, ŕ part les 10 chiffres et les signes pour les calculs, intégrait aussi un certain nombre des signes spéciaux, pour dirige le programme, par exemple pour exécute des boucles de calcul. Comme mentionné, ces séquences d'opérations étaient mémorisées d'abord dans le calculateur męme, pour ętre transférés de façon définitive sur les cartes magnétiques. Malheureusement on n'avait pas la possibilité de mémoriser des valeurs ou constantes sur ces cartes et on ne pouvait non plus enchaîner plusieurs cartes ŕ la suite, si les 120 pas n'étaient pas suffisants. Il fallait donc faire imprimer les résultats de chaque calcul, pour ętre re-introduits ŕ la suite si nécessaire.
Une petite roue, disposée ŕ coté du clavier, permettait de déterminer le nombre de décimales que l'on désirait. Si ce nombre était augmenté, ceci avait une influence considérable sur les temps de calcul. Pendant l'exécution d'un programme, un indicateur lumineux de couleur bleu-vert clignotait, pour indiquer que la machine était occupée. Ŕ coté de cet indicateur, une autre lampe de couleur rouge servait ŕ indiquer des erreurs de calcul (débordement de mémoire, boucle infinie, division par zéro, etc.), et bloquait le clavier et le calculateur complčtement, avec la perte de tous les valeurs introduits et calculés jusqu'ŕ ce point, le seul moyen pour continuer d'une situation pareille était la touche de remise ŕ zéro générale (RESET) ou le déclenchement du calculateur.
La plupart des programmes furent initialement élaborés en AGIE, par P.F. et T.D., avec un travail trčs long et compliqué, utilisant souvent les heures aprčs le travail normal ou les Samedis et Dimanches. Ŕ la suite des collections de programmes étaient disponibles sur le marché, qui pouvaient ętre achetés directement chez Olivetti ou d'autres fournisseurs. Pour la programmation de le DEM-15 on utilisait des programmes qui étaient prévus dans la géodésie, c.-ŕ-d. le calcul de surfaces dans le terrain. Ceux-ci contenaient toutes les fonctions nécessaires pour les calculs de profils qui devaient ętre coupés, peu importe pour quoi ils étaient prévus.
Puisque la P-101 ne permettait pas de calculer des fonctions logarithmiques ou trigonométriques, celles-ci devait ętre calculées par approximation, avec des boucles répétitives (itérations), qui devaient ętre parcourues un nombre de fois déterminé par la petite roue de sélection des places décimales.
Les programmes pour l'approximation des fractions angulaires devaient bien évidemment ętre crées en AGIE, aucune autre application utilisait une méthode semblable. Les temps employé pour ces calculs n'était pas trčs important pour les programmeurs (G.W. et T.D.), ce calculateur représentait en tout cas une facilitation trčs importante et une amélioration de la précision des programmes de plusieurs crans.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
La méthode pour calculer les fractions de degré, mentionnée plus haut, n'était pas la seule combine élaborée par l'équipe de programmation de la DEM-15, d'autre limitations de la NBY-15 devaient ętre résolues par des moyens particuliers.
La machine ne disposait d'aucune fonction de programmation,
en tout cas pas directe, pour pouvoir arręter la machine ŕ quelques
millimčtres avant la fin du contour, qui était la plupart des fois constitué
d'un profil fermé. Au début il fallait interrompre le processus manuellement,
pour éviter que la pičce qui se libérait ne tombe pas sur les guide-fils
inférieurs, ou qu'elle commence ŕ bouger, coinçant le fil et provoquant des
courts-circuits qui pouvaient endommager la pičce. Ceci signifiait que
l'opérateur de la machine devait toujours ętre présent vers la fin de la
coupe d'un contour, pour pouvoir arręter la machine manuellement, avant que les
deux parties ne soient séparées. Une fonction programmable directement ne fut
introduite que par l'emploi des fonctions "G" et "M", dans
la deuxičme génération de contrôles numériques.
Ce STOP était programmé comme un incrément linéaire dans n'importe quelle
direction, avec un incrément nul, comme mouvement en positionnement et en męme
temps comme dernier bloc de programme. Ce bloc était normalement programmé ŕ
environ 2 mm avant la fin du contour, quand le pont qui reliait les deux parties
était encore assez solide.
![]()
![]()
![]()
![]()
 |
|
La correction d'outil |
Une autre limitation de l'armoire était constituée par le
fait que seulement les contours qui étaient parfaitement tangents pouvaient
ętre corrigés, la NBY-15 n'influençait que les rayons en changeant leurs
valeurs, les droites étaient toujours exécutées dans la longueur programmée
su la bande perforée.
Pour garantir que le chemin corrigé soit exécuté parfaitement concentrique
par rapport au profil programmé, une combine un peu complexe devait ętre
utilisée.
Le chemin crée par le correcteur de la NBY-15 devait ętre parfaitement
concentrique par rapport au contour programmé, pour assurer la position
précise de l'ouverture par rapport soit ŕ la pičce brute, soit ŕ un autre
contour coupé préalablement. Ceci était particuličrement important pour des
matrices, ou des poinçons avec des ouvertures ŕ l'intérieur. Pour des
poinçons simples ou des pičces prototype, le point de départ n'était pas
trčs important dans sa position par rapport au contour.
 |
|
La "chenille" |
La méthode adoptée était constituée par une série de
trois mouvements, qui remplaçaient la droite entre le trou de départ et le
contour. Il s'agissait de deux arcs circulaires, qui formaient un triangle équilatéral.
Depuis le point de départ, qui se trouvait normalement dans un trou oů le fil
était enfilé, le premier arc était programmé dans le męme sens du contour
entier, dans l'exemple montré en sens anti-horaire, avec un φş
de 90° et le Δφ de 60°. Le rayon devait avoir au moins la dimension
de la correction maximale ŕ exécuter avec le programme, mais cette valeur
n'était pas importante puisque le mouvement était exécuté ŕ l'intérieur du
trou de départ, normalement sans produire aucune érosion. Le deuxičme
mouvement circulaire était ajouté au premier, toujours dans le męme sens,
dans l'exemple montré avec un φş
de 210° et un Δφ de 60° ŕ nouveau. Aprčs ces deux arcs
circulaires on programmait le mouvement linéaire d'approche au contour,
évidemment accourci de la valeur du rayon précédent.
Si ce mouvement d'approche, dénommé "chenille" par les programmeurs, était
exécuté avec une correction (dans l'exemple montré avec une correction en
"-", chemin rouge), la distance entičre entre le point de départ et
le point de départ sur le contour était, dans ce cas, accourci de la valeur de
la correction choisie.
![]()
![]()
![]()
![]()
 |
|
Le contour programmé |
Pas toutes les limitations du dispositif de correction
pouvaient ętre résolus avec une telle facilité, dans plusieurs situations,
l'opérateur de la machine devait intervenir pour assurer le bon résultat de
l'opération.
Dans la plupart des cas (voir "Curiosités"), les contours
étaient programmés suivants les dimensions du dessin, c.-ŕ-d. sans tenir
compte du jeu nécessaire entre poinçon et matrice ou la sur- ou sus-mesure
d'une électrode. Dans l'exemple montré, la flčche verte indique le sens de
programmation du contour, "Ä"
le point de départ (enfilage), "¨"
le point de départ sur le contour et "©"
le point de stop. Les dimensions effectives de la pičce étaient obtenues au
moyen du dispositif de correction de la NBY-15, agissant sur les rayons en les
agrandissant ou réduisant, selon leur sens de programmation (voir "la
correction outil, ci-dessus).
 |
|
L'image miroir, autour de l'axe Y |
Si le programme était rabattu par
rapport ŕ un ou des deux axes ŕ l'aide des interrupteurs disponibles a cet effet
sur le panneau arričre de la NBY-15 (dans l'exemple montré, exécution en
miroir par rapport ŕ l'axe des Y, en exécutant tous les mouvements en X avec
direction inverse), le sens de parcours du programme était aussi inversé.
Le dispositif de correction d'outil agissait toujours sur le programme, tel
qu'il était perforé sur le ruban. Dans le cas montré, l'exécution de la
partie de gauche nécessitait d'un changement de signe de la valeur de
correction, afin que le parcours du fil reste toujours ŕ l'intérieur par
rapport au chemin programmé. Si l'opérateur oubliait d'exécuter cette
opération d'inversion, la pičce toute entičre était défectueuse et devait
ętre jetée.
![]()
![]()
![]()
![]()
Une autre limitation de la NBY-15,
ŕ cause de la méthode de calcul des cercles, était constituée par le rayon
maximum qui pouvait ętre exécuté. Cette valeur n'était pas limitée par les
dimensions maximales qui pouvaient ętre programmées dans l'AGIECODE (166.65
mm), mais par la valeur utilisée avec le "cercle de base", de 262.144 mm
(voir "La commande numérique").
Si un rayon devait ętre coupé qui avait une valeur majeure du maximum admis,
il fallait utiliser une méthode un peu spéciale: programmer tout le contour ŕ
une échelle réduite et l'exécuter ŕ la suite en utilisant le sélecteur
d'échelle de la NBY-15. Ceci ne pouvait bien évidemment ętre exécuté que
dans les facteurs d'échelle disponibles sur le panneau arričre du contrôleur,
et en męme temps la précision de programmation se réduisait du męme facteur.
