La premičre machine qui fut dessinée et assemblée était basée sur un socle en acier soudé. Cette męme construction était aussi utilisée pour la premičre série de machines, un socle en fonte ne fut introduit qu'aprčs.
Le boîtier contenant le mécanisme pour le déroulement du fil était aussi fait de tôles soudées, avec plusieurs ouvertures pour pouvoir accéder au frein pour la bobine du fil et au moteur qui contrôlait le mouvement du fil.
Le premiers diamčtres de fil qui étaient pris en considération étaient de 0.2 et 0.25 mm. Ceux-ci étaient fournis sur des bobines qui avaient une largeur d'environ 80 mm. Depuis ces bobines, le fil devait d'abord ętre transféré sur d'autres, plus étroites. Ceci était une opération manuelle, qui devait ętre exécutée avec beaucoup de soin, aux débuts sur un petit tour. Ceci était fait, puisqu'on découvrait assez rapidement que le mouvement alternatif du fil, causé par la grande largeur de la bobine originale, causait des altérations de la tension du fil qui ne pouvaient ętre compensées par l'appareil utilisé. On s'aperçut trčs tôt que la tension constante du fil jouait un rôle trčs important pour la bonne réussite du travail. Pour toute la série des machines DEM-15, un appareil utilisé pour les machines ŕ tisser était employé pour régler la tension mécanique du fil, ce n'était que dans le deuxičme modčle d'une machine ŕ érosion ŕ fil qu'un mécanisme réglant la tension était conçu avec le notions acquises pendant les premičres années. Les appareils utilisés pour les DEM-15 ne possédaient pas le caractéristiques nécessaires pour garantir une tension constante, au moins pas dans les tolérances que l'on connaît aujourd'hui.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|
Le premier guide-fil |
Dčs les débuts, une grande importance fut dédiée aux
guide-fils. Sur les machines par enfonçage, oů le fil n'était utilisé que
pour séparer des pičces de métal en tranches ou pour produire des incisions
trčs étroites, la continuité et la précision du dispositif pour guider le
fil n'avait pas une grosse importance, des petites poulies en plastique, avec
une rainure ŕ forme de "V" suffisaient amplement. Pour la machine DEM
il fallait développer des guides beaucoup plus précises et il fallait en męme
temps apporter le courant électrique nécessaire pour l'érosion. La premičre
version consistait de deux piges cylindriques en carbure de tungstčne,
montées dans un cylindre de laiton. Celle plus épaisse, avec un diamčtre
d'environ 1.5 mm, était placée au centre et disposait d'une rainure rectifiée
avec le fond du "V" ayant un angle vif, car le fil, avec un diamčtre
trčs petit, devait ętre guidé précisément. La deuxičme pige, avec un
diamčtre inférieur, était placée hors centre par rapport au cylindre en
laiton. Cette deuxičme pige servait ŕ forcer le fil dans la rainure, pour
garantir une position précise, mais elle ne devait pas réduire la tension
mécanique du fil. Il y avait deux guides en dessous et deux au dessus de la
pičce ŕ couper, les cylindres étant montés parfaitement perpendiculaires.
Aussi l'alignement des guides inférieures et supérieures était trčs
important pour garantir un déroulement du fil parfaitement ŕ la
perpendiculaire par rapport ŕ la pičce.
Le bras qui supportait les guides-fil supérieurs pouvait ętre adapté en
hauteur, afin de positionner les guides plus proches que possible au dessus de
la pičce ŕ usiner.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
La direction de déroulement du fil était fixée du bas vers le haut, choix qui ne n'était pas toujours idéal pour pouvoir enfiler le fil, surtout si la pičce ŕ usiner était une filičre pour la production de fibres synthétiques ou des matrices d'extrusion. Ces pičces disposaient d'une ouverture fraisée ou percée, avec le profil nécessaire qui était coupé uniquement sur une hauteur inférieure ŕ la matrice męme. Ceci causait des problčmes pour les opérations d'enfilage.
Un autre problčme qui se posait dčs le début était l'isolation électrique des composants de la machine. D'une part on avait le fil, qui représentait un des deux pôles du courant, avec toutes les poulies, piges de renvoi et autre qui devait ętre isolé par rapport aux autres parties de la machine, l'équerre qui supportait la pičce ŕ usiner étant le deuxičme pôle. Il fallait trouver des matériaux isolants, qui pouvaient ętre usinés par des moyens conventionnels, en męme temps garantissant des propriétés nécessaires pour guider le fil avec une haute précision.
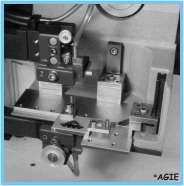
Le fil était entraîné par deux cylindres en acier trempé
et rectifiés, qui devaient coincer le fil au dessus de la zone de travail et
lui donner un mouvement de déroulement constant. Ces deux cylindres devaient
ętre parfaitement parallčles, et en męme temps isolés pour ne pas causer des
courts-circuits.
Au dessous de cette paire de cylindres était placé un petit interrupteur qui
servait pour détecter les interruptions du fil, et qui devait interrompre
l'usinage de la pičce.
Le fil usé était repris par une poulie en plastique, placée ŕ coté de celle de déroulement. Cette poulie pou le fil usé était constituée par deux parties, pour pouvoir coincer le début du fil. Ce fait produisait pas mal de problčmes, car le fil, s'il n'était pas bien placé entre les deux moitiés de la poulie, pouvait causer des courts-circuits et la machine ne pouvait pas ętre démarrée.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Au début, personne ne savait quel serait le rinçage
idéal. Pour cette raison, en s'appuyant sur le modčle Soviétique, la machine
DEM-15 fut équipée d'un bac qui pouvait ętre soulevé, pour submerger la
pičce et usiner dans le bain. Au contraire de la machine Soviétique, oů une
vis trapézoďdale surdimensionnée servait pour soulever et baisser le bac, la
DEM-15 était équipée d'un systčme avec un contrepoids, attaché au moyen
d'un fil d'acier qui était passé sur une série de poulies. Sur le coté de la
machine il y avait une manivelle équipée d'un frein, avec laquelle on pouvait
modifier l'hauteur du bac rempli. Si le frein qui arrętait le bac ŕ n'importe
quelle hauteur était ouvert avec le bac vide, le contrepoids tombait au sol ŕ
l'intérieur de la base de la machine, le fil d'acier sortait des poulies et il
fallait interrompe le travail, ouvrir la base de la machine et remettre tout le
mécanisme en place ŕ nouveau.
Comme supplément ŕ ce rinçage en submersion, on disposait aussi de quatre
tuyaux flexibles, avec lesquels on pouvait diriger les jets d'eau directement
dans la zone de travail, la plupart des fois deux tuyaux en haut et deux en bas.
L'eau qui servait au rinçage devait d'abord ętre
préparée, en la passant dans une bouteille spéciale remplie avec une résine,
qui déjonisait l'eau et la rendait utilisable pour l'érosion. Cette bouteille
était équipée d'un instrument qui mesurait la conductivité de l'eau et
servait aussi ŕ indiquer quand la résine devait ętre recyclée ou renouvelée.
L'eau, une fois utilisée pour l'usinage, était récupérée dans un bassin ŕ
l'intérieur du socle de la machine, aprčs avoir passé un filtre en papier. Ce
bassin pouvait ętre déplacé il était équipé de petites roues, pour le
nettoyage périodique, qui comportait toujours une interruption de l'usinage.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|
Le support de la
pičce |
La pičce ŕ usiner était bridée sur un équerre,
constituée de deux pičces au début, c.-ŕ-d. deux plaques en acier inoxydable,
reliées par des piges et des vis. Ce n'était que plus tard qu'une construction
en fonte inoxydable fut adoptée. Cette équerre était montée par dessous de
l'axe Y de la table qui assurait les mouvements. Les deux axes disposaient de
guides en guise de "V", avec des roulements ŕ rouleaux pour assurer
la bonne linéarité des mouvements. (L'image ci-contre est d'une machine qui
disposait déjŕ du premier dispositif de rinçage coaxial, avec un jet d'eau
qui enrobait le fil dans la région d'usinage.)
L'axe X était directement monté sur le socle de la machine, avec des piges
cylindriques et des vis. L'autre axe, Y, était monté par dessus, avec le
support de la pičce attaché sur un coté. Les deux axes disposait
d'interrupteurs de fin-course, pour interrompre l'usinage au cas oů la fin du
déplacement mécanique était atteint.
Les deux axes étaient entraînées par des moteurs pas ŕ pas, garantissant un incrément
minimum de 0.002 mm, l'incrément le plus petit qui pouvait ętre programmé
étant de 0.01 mm seulement. Les premičres séries de machines travaillaient
encore en "boucle ouverte", c.-ŕ-d. sans aucun signal qui était
retourné au contrôle, si le mouvement avait vraiment été exécuté. Plus
tard, dans le derničre série de production de la DEM-15, un dispositif était
monté, qui mesurait les déplacements effectivement exécutés. Les mouvements
rotatifs des moteurs étaient transmis au moyen de deux petits engrenages,
agissants sur un autre engrenage, celui-ci séparé en deux tranches et reliés
par des ressorts pour assurer des mouvements sans jeu d'inversion. Ce dernier
engrenage était monté au bout de la vis trapézoďdale, qui déplaçait
les deux axes.
Le mécanisme de transmission pouvait ętre découplé, pour permettre un déplacement manuel des deux axes au moyen de manivelles. Pour les positionnements grossiers on disposait d'une rčgle qui indiquait les mouvements exécutés, pour une lecture plus précise il fallait noter la position des roues avec l'indication des chaque 0.002 mm, montées sur les manivelles. Ceci était le seul moyen de contrôle qui existait pour assurer que la position finale du programme coďncidait avec la position initiale. Ce n'était que plus tard, utilisant les circuits ŕ "boucle fermée", que le montage d'un dispositif d'indication digital pouvait ętre monté en option, garantissant une lecture plus précise et facile.
La premičre machine ne disposait pas encore d'un dispositif de contrôle visuel du programme, ce n'était qu'une construction bricolée qui était utilisée dans le local de démonstration qui permettait de dessiner les mouvements exécutés. Cette construction était constituée d'une tôle en acier, sur laquelle on plaçait une feuille de papier, fixée par quatre aimants. Cette plaque était montée sur l'axe Y de la table. Par dessus, monté sur un bras fixé sur le socle de la machine, un crayon était passé ŕ travers d'une ouverture, le crayon étant appuyé sur le papier par un poids. Par le mouvement des deux axes, le déroulement du programme pouvait ainsi ętre suivi, bien évidemment avec une précision trčs grossičre. Plus tard on exécutait des essais avec des feuilles en vinyle, couverts par une couche trčs fine d'une espčce de cire, dans laquelle les mouvements étaient gravés au moyen d'une pointe en saphir. La trace produite était ŕ la suite remplie avec un encre, qui produisait un trait noir trčs fin et précis, aprčs que la cire avait été éliminée dans un bain. Ces feuilles pouvaient ŕ la suite ętre contrôlées sur un projecteur de profils, disposant d'agrandissements élevés et des tables ŕ coordonnées trčs précises avec positionnements lisibles sur un voyant.
Aprčs la premičre série de machines, une protection contre
les jets d'eau était montée par dessus de la zone d'usinage. Il s'agissait
d'un dispositif en acrylique transparent, qui pouvait ętre soulevée, étant
monté sur un bras pivotant. Ce couvercle était équipé d'un interrupteur
magnétique, interrompant l'usinage ŕ chaque fois qu'il était soulevé pendant
le travail. Dans le local de démonstration, un petit aimant était placé au
bon endroit, pour pouvoir soulever le couvercle sans causer une interruption.
Cette housse ne protégeait que des jets d'eau du rinçage et évitait que des
gens trop curieux puissent ętre électrocutés en touchant le fil ou d'autres
composants sous tension.
Aux débuts, personne s'occupait des radiations électromagnétiques, les
opérateurs du département de démonstration découvrirent assez rapidement
comment utiliser ce fait pour faciliter le travail. Un des collaborateurs
occupé avec l'exécution de travaux d'échantillonnages, avec un appartement
dans le voisinage immédiat de la fabrique, découvrait un jour que sa radio ŕ
transistors n'émettait q'un bruit étrange, quand elle était réglée sur une
certaine fréquence. Avec raison il assumait que ce bruit était causé par la
machine ŕ érosion ŕ fil, qui dérangeait la bonne réception. Ŕ partir de ce
moment on se servit de ce fait pour contrôler si la machine travaillait
toujours, ou si elle était arrętée ŕ cause d'une rupture de fil ou aprčs
avoir atteint la fin du programme.